Audi 2012 Annual Report Download - page 88
Download and view the complete annual report
Please find page 88 of the 2012 Audi annual report below. You can navigate through the pages in the report by either clicking on the pages listed below, or by using the keyword search tool below to find specific information within the annual report.-
 1
1 -
2
-
3
-
4
-
5
-
6
-
7
-
8
-
9
-
10
-
11
-
12
-
13
-
14
-
15
-
16
-
17
-
18
-
19
-
20
-
21
-
22
-
23
-
24
-
25
-
26
-
27
-
28
-
29
-
30
-
31
-
32
-
33
-
34
-
35
-
36
-
37
-
38
-
39
-
40
-
41
-
42
-
43
-
44
-
45
-
46
-
47
-
48
-
49
-
50
-
51
-
52
-
53
-
54
-
55
-
56
-
57
-
58
-
59
-
60
-
61
-
62
-
63
-
64
-
65
-
66
-
67
-
68
-
69
-
70
-
71
-
72
-
73
-
74
-
75
-
76
-
77
-
 78
78 -
 79
79 -
 80
80 -
 81
81 -
 82
82 -
 83
83 -
 84
84 -
 85
85 -
 86
86 -
 87
87 -
 88
88 -
 89
89 -
 90
90 -
 91
91 -
 92
92 -
 93
93 -
 94
94 -
 95
95 -
 96
96 -
 97
97 -
 98
98 -
99
-
100
-
101
-
102
-
103
-
104
-
105
-
106
-
107
-
108
-
109
-
110
-
111
-
112
-
113
-
114
-
115
-
116
-
117
-
118
-
119
-
120
-
121
-
122
-
123
-
124
-
125
-
126
-
127
-
128
-
129
-
130
-
131
-
132
-
133
-
134
-
135
-
136
-
137
-
138
-
139
-
140
-
141
-
142
-
143
-
144
-
145
-
146
-
147
-
148
-
149
-
150
-
151
-
152
-
153
-
154
-
155
-
156
-
157
-
158
-
159
-
160
-
161
-
162
-
163
-
164
-
165
-
166
-
167
-
168
-
169
-
170
-
171
-
172
-
173
-
174
-
175
-
176
-
177
-
178
-
179
-
180
-
181
-
182
-
183
-
184
-
185
-
186
-
187
-
188
-
189
-
190
-
191
-
192
-
193
-
194
-
195
-
196
-
197
-
198
-
199
-
200
-
201
-
202
-
203
-
204
-
205
-
206
-
207
-
208
-
209
-
210
-
211
-
212
-
213
-
214
-
215
-
216
-
217
-
218
-
219
-
220
-
221
-
222
-
223
-
224
-
225
-
226
-
227
-
228
-
229
-
230
-
231
-
232
-
233
-
234
-
235
-
236
-
237
-
238
-
239
-
240
-
241
-
242
-
243
-
244
-
245
-
246
-
247
-
248
-
249
-
250
-
251
-
252
-
253
-
254
-
255
-
256
-
257
-
258
-
259
-
260
-
261
-
262
-
263
-
264
-
265
-
266
-
267
-
268
-
269
-
270
-
271
-
272
-
273
-
274
-
275
-
276
-
277
-
278
-
279
-
280
-
281
-
282
-
283
-
284
-
285
 |
 |
fascinating. I always associated a car
plant with pools of oil, dirt and lots of
noise – but here it couldn’t be more
dierent.”
The pleasant surprise that many
visitors experience in the press shop
usually continues when they reach
the body shop. Sabine Mayer can
scarcely refrain from laughing when
she sees how completely her guests
are taken by surprise. “This is where
many of them realize for the rst time
what “high-tech” really means in car
manufacturing.” More than 1,600
welding and bonding robots are in
action here, assembling up to 320
components that go into a car’s body.
The key stage in the process, where
the substructure and internal side
panels are combined with the outer
skin of the body, is known as “framing.”
“This calls for accuracy down to a few
hundredths of a millimeter,” Sabine
Mayer explains, “especially when
the side panel frame is joined to the
roof. But thanks to our Plasmatron
brazing process, we can produce
“zero-joint gaps,” and don’t need the
molding along the roof seam that
many carmakers still have to use.”
Such accurate methods have to be
accompanied by very strict quality
control. In the ultrasonic test zone,
production mechanic Sabine Wittmann
performs random tests on bodies-
in-white taken from various models’
production lines. “I scan the spot welds
with the head of the ultrasonic tester, to
make sure that they are strong enough,”
she explains. Every single day, the
quality and strength of approximately
5,000 weld spots is checked for all A4,
A5 and Q5 models.
After the doors, engine hoods and
trunk lids have been added to the body
with millimeter precision, a surface
nish is applied. Only bodies with aw-
less nishes are transported to their
next destination, the paint shop. Here,
they are plunged into an immersion
bath of basecoat, 40 meters long. Group
leader Arnold Edler explains how this
machine works: “The contents of the
immersion bath are electrically charged
at 380volts. This attracts the paint
onto the body – even into very small
cavities that would otherwise be di-
cult to reach.” After this “dip coating,”
the ller, topcoat and a clear lacquer
are added one after the other, using
high-speed rotary heads that atomize
the paint into a ne spray. Electricity
is at work here too, as application
mechanic Mario Sikorski explains: “We
use a 70,000 volt electrostatic process.
The paint is attracted so strongly onto
the body surfaces that eectively no
spray losses can occur.” Since each body
is accompanied by a data carrier with
details of the paint nish the customer
has ordered, the automatic machines
can identify the required color and
switch over to it within only ten seconds.
After spraying, the bodies are dried in a
kind of oven for 30 minutes before being
transferred to a storage and sorting
unit that holds 800 bodies.
By now, factory tour guide Sabine
Mayer and her group have reached
the “supermarket.” Here, dozens of
employees load material bins with the
parts needed on the nal assembly
lines. This work calls for a high level of
concentration. “Every center console in
a car needs 120 components, and these
can be combined in up to 480 dierent
ways,” says Melanie Sandbichler, who
loads the part bins for this particular
assembly. Melanie and her colleagues
are aided by a color visualization
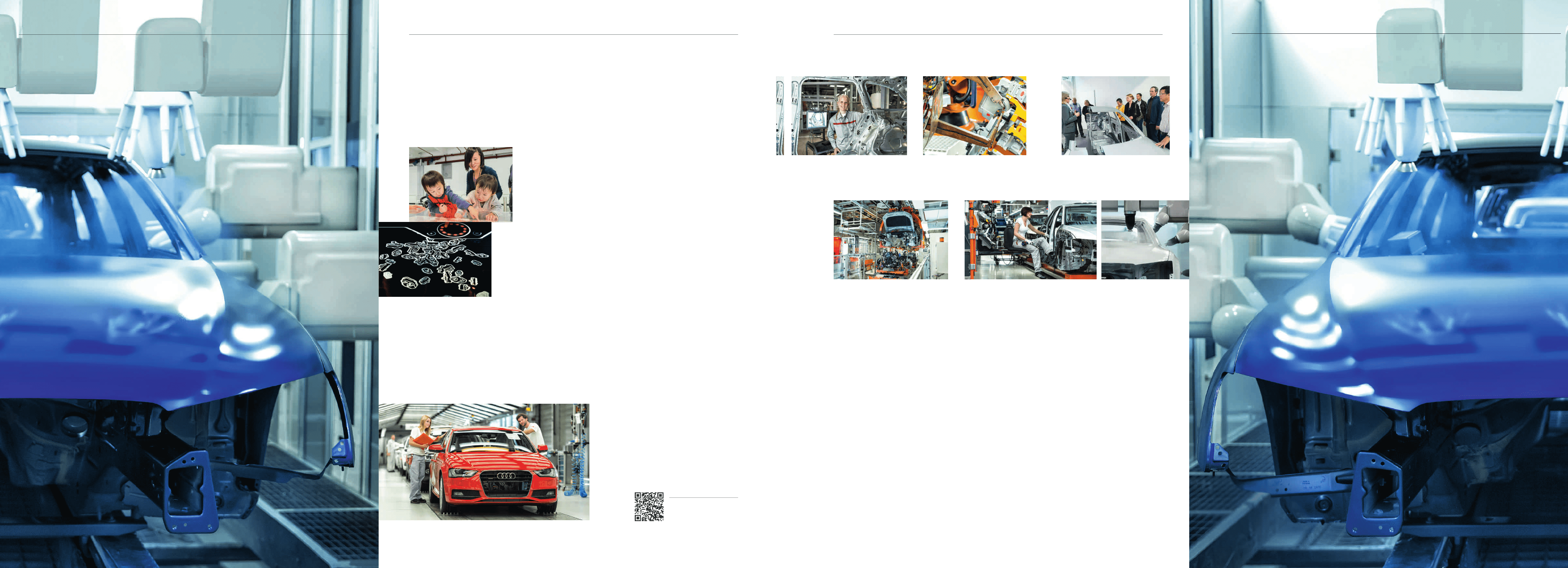
Impressions from the production shop: Sabine Wittmann checks the strength of
the body-in-white spot welds with an ultrasonic device (top left). Factory tour guide
Sabine Mayer explains how a car’s body is built (top right). Simone Rehm uses the
ergonomic assembly seat when installing the roof module (below, center).
My Passion
High pressure
painting: The
spray heads that
apply the paint
to the body rotate
at up to 45,000
revolutions per
minute.
system that helps to identify the parts
selections that belong together. Each
selection is then conveyed to the
correct
nal assembly work station
according to a carefully planned
transport schedule.
Now comes the nal assembly stage
where everything the car needs is
attached or installed. The assembly
lines are governed by the “pull” principle:
The sequence of bodies is determined
by the sequence in which customers’
orders are received by the plant. The
employees at all work stations operate
according to an 88-second cycle, which
means that parts and systems have
to arrive at their installation points in
a well-planned sequence. Two to three
hours before their installation, the data
carrier on the body initiates the spe -
ci c customer order, but the logistics
em ployees only deliver the components
needed to complete the car to the
assembly line a few minutes before
they have to be installed.
The respective employees rst remove
the doors, for easier access to the
inte rior. Assembly work is planned
systematically according to ergonomic
principles: The bins holding the ma-
te rials are located at a comfortable
working height; our employees use
hydraulic lifting aids to install heavy
assemblies, while wooden oors
absorb movement and help prevent
back injuries. When she installs the
roof module, Simone Rehm moves
inside the car on an ergonomic assembly
seat (the “EMS”). This young member
Virtual factory tour:
Employees explain how
an Audi takes shape.
of the assembly team declares: “The
EMS makes the job so much easier.
I don’t have to climb in and out of the
car all the time, and I can avoid strain
on my knees and back.”
While her colleagues continue to
add the interior features of the car
at their respective work stations,
the engine, axles, shock absorbers
and transmission are put together
simultaneously to form the chassis.
Then the big moment arrives: the
“marriage,” when the body and chassis
are joined. Here, the employees have
to make more than 50 threaded con-
nections. Then the 88-second cycle
takes over once more: Battery, front-
end module, wheels and interior trim
are added, after which the doors are
reintroduced to the assembly line and
attached to the body again. A robot
adds fuel to the tank once the car has
been lowered onto its wheels for the
rst time. But is it nished? Not yet
by any means. Not until the quality
assurance employees have subjected
it to the ultimate tough test that no
Audi can avoid: the nal inspection.
A vibration test on the roller rig is
followed by electronic checks, a leak
test and the nal quality assurance
inspection in the light tunnel.
Sabine Mayer and her guests are
now back at reception and everyone
is visibly thrilled, the many new
experiences having left a lasting
impression. Judith Jankowiak: “We
had no real conception of how cars
are made. It’s all the more impressive
when you see how the individual
work stages t together so smoothly.”
Her boyfriend Andreas Frode reaches
a similar conclusion: “Your feelings
toward the car are quite dierent
when you see for yourself how much
close attention and technical eort
goes into every detail. But there’s no
sense of stress – you could even say it’s
relaxed!” That’s no surprise you could
say: Almost the rst thing we saw was
the sheet steel coils being unrolled to
allow them to “relax.” «
The day’s nal
stations: interactive
entertainment
for the smallest
visitors (above),
nal inspection
for the completed
cars (below).
p h o t o | s t e f a n -w a r t e r .c o m
p h o t o s | s t e f a n -w a r t e r .c o m ( 3 ) ; j i m r a k e t e
My Passion
8592 86
91
fascinating. I always associated a car
plant with pools of oil, dirt and lots of
noise – but here it couldn’t be more
dierent.”
The pleasant surprise that many
visitors experience in the press shop
usually continues when they reach
the body shop. Sabine Mayer can
scarcely refrain from laughing when
she sees how completely her guests
are taken by surprise. “This is where
many of them realize for the rst time
what “high-tech” really means in car
manufacturing.” More than 1,600
welding and bonding robots are in
action here, assembling up to 320
components that go into a car’s body.
The key stage in the process, where
the substructure and internal side
panels are combined with the outer
skin of the body, is known as “framing.”
“This calls for accuracy down to a few
hundredths of a millimeter,” Sabine
Mayer explains, “especially when
the side panel frame is joined to the
roof. But thanks to our Plasmatron
brazing process, we can produce
“zero-joint gaps,” and don’t need the
molding along the roof seam that
many carmakers still have to use.”
Such accurate methods have to be
accompanied by very strict quality
control. In the ultrasonic test zone,
production mechanic Sabine Wittmann
performs random tests on bodies-
in-white taken from various models’
production lines. “I scan the spot welds
with the head of the ultrasonic tester, to
make sure that they are strong enough,”
she explains. Every single day, the
quality and strength of approximately
5,000 weld spots is checked for all A4,
A5 and Q5 models.
After the doors, engine hoods and
trunk lids have been added to the body
with millimeter precision, a surface
nish is applied. Only bodies with aw-
less nishes are transported to their
next destination, the paint shop. Here,
they are plunged into an immersion
bath of basecoat, 40 meters long. Group
leader Arnold Edler explains how this
machine works: “The contents of the
immersion bath are electrically charged
at 380volts. This attracts the paint
onto the body – even into very small
cavities that would otherwise be di-
cult to reach.” After this “dip coating,”
the ller, topcoat and a clear lacquer
are added one after the other, using
high-speed rotary heads that atomize
the paint into a ne spray. Electricity
is at work here too, as application
mechanic Mario Sikorski explains: “We
use a 70,000 volt electrostatic process.
The paint is attracted so strongly onto
the body surfaces that eectively no
spray losses can occur.” Since each body
is accompanied by a data carrier with
details of the paint nish the customer
has ordered, the automatic machines
can identify the required color and
switch over to it within only ten seconds.
After spraying, the bodies are dried in a
kind of oven for 30 minutes before being
transferred to a storage and sorting
unit that holds 800 bodies.
By now, factory tour guide Sabine
Mayer and her group have reached
the “supermarket.” Here, dozens of
employees load material bins with the
parts needed on the nal assembly
lines. This work calls for a high level of
concentration. “Every center console in
a car needs 120 components, and these
can be combined in up to 480 dierent
ways,” says Melanie Sandbichler, who
loads the part bins for this particular
assembly. Melanie and her colleagues
are aided by a color visualization
Impressions from the production shop: Sabine Wittmann checks the strength of
the body-in-white spot welds with an ultrasonic device (top left). Factory tour guide
Sabine Mayer explains how a car’s body is built (top right). Simone Rehm uses the
ergonomic assembly seat when installing the roof module (below, center).
My Passion
High pressure
painting: The
spray heads that
apply the paint
to the body rotate
at up to 45,000
revolutions per
minute.
system that helps to identify the parts
selections that belong together. Each
selection is then conveyed to the
correct
nal assembly work station
according to a carefully planned
transport schedule.
Now comes the nal assembly stage
where everything the car needs is
attached or installed. The assembly
lines are governed by the “pull” principle:
The sequence of bodies is determined
by the sequence in which customers’
orders are received by the plant. The
employees at all work stations operate
according to an 88-second cycle, which
means that parts and systems have
to arrive at their installation points in
a well-planned sequence. Two to three
hours before their installation, the data
carrier on the body initiates the spe -
ci c customer order, but the logistics
em ployees only deliver the components
needed to complete the car to the
assembly line a few minutes before
they have to be installed.
The respective employees rst remove
the doors, for easier access to the
inte rior. Assembly work is planned
systematically according to ergonomic
principles: The bins holding the ma-
te rials are located at a comfortable
working height; our employees use
hydraulic lifting aids to install heavy
assemblies, while wooden oors
absorb movement and help prevent
back injuries. When she installs the
roof module, Simone Rehm moves
inside the car on an ergonomic assembly
seat (the “EMS”). This young member
Virtual factory tour:
Employees explain how
an Audi takes shape.
of the assembly team declares: “The
EMS makes the job so much easier.
I don’t have to climb in and out of the
car all the time, and I can avoid strain
on my knees and back.”
While her colleagues continue to
add the interior features of the car
at their respective work stations,
the engine, axles, shock absorbers
and transmission are put together
simultaneously to form the chassis.
Then the big moment arrives: the
“marriage,” when the body and chassis
are joined. Here, the employees have
to make more than 50 threaded con-
nections. Then the 88-second cycle
takes over once more: Battery, front-
end module, wheels and interior trim
are added, after which the doors are
reintroduced to the assembly line and
attached to the body again. A robot
adds fuel to the tank once the car has
been lowered onto its wheels for the
rst time. But is it nished? Not yet
by any means. Not until the quality
assurance employees have subjected
it to the ultimate tough test that no
Audi can avoid: the nal inspection.
A vibration test on the roller rig is
followed by electronic checks, a leak
test and the nal quality assurance
inspection in the light tunnel.
Sabine Mayer and her guests are
now back at reception and everyone
is visibly thrilled, the many new
experiences having left a lasting
impression. Judith Jankowiak: “We
had no real conception of how cars
are made. It’s all the more impressive
when you see how the individual
work stages t together so smoothly.”
Her boyfriend Andreas Frode reaches
a similar conclusion: “Your feelings
toward the car are quite dierent
when you see for yourself how much
close attention and technical eort
goes into every detail. But there’s no
sense of stress – you could even say it’s
relaxed!” That’s no surprise you could
say: Almost the rst thing we saw was
the sheet steel coils being unrolled to
allow them to “relax.” «
The day’s nal
stations: interactive
entertainment
for the smallest
visitors (above),
nal inspection
for the completed
cars (below).
p h o t o | s t e f a n -w a r t e r .c o m
p h o t o s | s t e f a n -w a r t e r .c o m ( 3 ) ; j i m r a k e t e
My Passion
85
92
86
91
fascinating. I always associated a car
plant with pools of oil, dirt and lots of
noise – but here it couldn’t be more
dierent.”
The pleasant surprise that many
visitors experience in the press shop
usually continues when they reach
the body shop. Sabine Mayer can
scarcely refrain from laughing when
she sees how completely her guests
are taken by surprise. “This is where
many of them realize for the rst time
what “high-tech” really means in car
manufacturing.” More than 1,600
welding and bonding robots are in
action here, assembling up to 320
components that go into a car’s body.
The key stage in the process, where
the substructure and internal side
panels are combined with the outer
skin of the body, is known as “framing.”
“This calls for accuracy down to a few
hundredths of a millimeter,” Sabine
Mayer explains, “especially when
the side panel frame is joined to the
roof. But thanks to our Plasmatron
brazing process, we can produce
“zero-joint gaps,” and don’t need the
molding along the roof seam that
many carmakers still have to use.”
Such accurate methods have to be
accompanied by very strict quality
control. In the ultrasonic test zone,
production mechanic Sabine Wittmann
performs random tests on bodies-
in-white taken from various models’
production lines. “I scan the spot welds
with the head of the ultrasonic tester, to
make sure that they are strong enough,”
she explains. Every single day, the
quality and strength of approximately
5,000 weld spots is checked for all A4,
A5 and Q5 models.
After the doors, engine hoods and
trunk lids have been added to the body
with millimeter precision, a surface
nish is applied. Only bodies with aw-
less nishes are transported to their
next destination, the paint shop. Here,
they are plunged into an immersion
bath of basecoat, 40 meters long. Group
leader Arnold Edler explains how this
machine works: “The contents of the
immersion bath are electrically charged
at 380volts. This attracts the paint
onto the body – even into very small
cavities that would otherwise be di-
cult to reach.” After this “dip coating,”
the ller, topcoat and a clear lacquer
are added one after the other, using
high-speed rotary heads that atomize
the paint into a ne spray. Electricity
is at work here too, as application
mechanic Mario Sikorski explains: “We
use a 70,000 volt electrostatic process.
The paint is attracted so strongly onto
the body surfaces that eectively no
spray losses can occur.” Since each body
is accompanied by a data carrier with
details of the paint nish the customer
has ordered, the automatic machines
can identify the required color and
switch over to it within only ten seconds.
After spraying, the bodies are dried in a
kind of oven for 30 minutes before being
transferred to a storage and sorting
unit that holds 800 bodies.
By now, factory tour guide Sabine
Mayer and her group have reached
the “supermarket.” Here, dozens of
employees load material bins with the
parts needed on the nal assembly
lines. This work calls for a high level of
concentration. “Every center console in
a car needs 120 components, and these
can be combined in up to 480 dierent
ways,” says Melanie Sandbichler, who
loads the part bins for this particular
assembly. Melanie and her colleagues
are aided by a color visualization
Impressions from the production shop: Sabine Wittmann checks the strength of
the body-in-white spot welds with an ultrasonic device (top left). Factory tour guide
Sabine Mayer explains how a car’s body is built (top right). Simone Rehm uses the
ergonomic assembly seat when installing the roof module (below, center).
My Passion
High pressure
painting: The
spray heads that
apply the paint
to the body rotate
at up to 45,000
revolutions per
minute.
system that helps to identify the parts
selections that belong together. Each
selection is then conveyed to the
correct
nal assembly work station
according to a carefully planned
transport schedule.
Now comes the nal assembly stage
where everything the car needs is
attached or installed. The assembly
lines are governed by the “pull” principle:
The sequence of bodies is determined
by the sequence in which customers’
orders are received by the plant. The
employees at all work stations operate
according to an 88-second cycle, which
means that parts and systems have
to arrive at their installation points in
a well-planned sequence. Two to three
hours before their installation, the data
carrier on the body initiates the spe -
ci c customer order, but the logistics
em ployees only deliver the components
needed to complete the car to the
assembly line a few minutes before
they have to be installed.
The respective employees rst remove
the doors, for easier access to the
inte rior. Assembly work is planned
systematically according to ergonomic
principles: The bins holding the ma-
te rials are located at a comfortable
working height; our employees use
hydraulic lifting aids to install heavy
assemblies, while wooden oors
absorb movement and help prevent
back injuries. When she installs the
roof module, Simone Rehm moves
inside the car on an ergonomic assembly
seat (the “EMS”). This young member
Virtual factory tour:
Employees explain how
an Audi takes shape.
of the assembly team declares: “The
EMS makes the job so much easier.
I don’t have to climb in and out of the
car all the time, and I can avoid strain
on my knees and back.”
While her colleagues continue to
add the interior features of the car
at their respective work stations,
the engine, axles, shock absorbers
and transmission are put together
simultaneously to form the chassis.
Then the big moment arrives: the
“marriage,” when the body and chassis
are joined. Here, the employees have
to make more than 50 threaded con-
nections. Then the 88-second cycle
takes over once more: Battery, front-
end module, wheels and interior trim
are added, after which the doors are
reintroduced to the assembly line and
attached to the body again. A robot
adds fuel to the tank once the car has
been lowered onto its wheels for the
rst time. But is it nished? Not yet
by any means. Not until the quality
assurance employees have subjected
it to the ultimate tough test that no
Audi can avoid: the nal inspection.
A vibration test on the roller rig is
followed by electronic checks, a leak
test and the nal quality assurance
inspection in the light tunnel.
Sabine Mayer and her guests are
now back at reception and everyone
is visibly thrilled, the many new
experiences having left a lasting
impression. Judith Jankowiak: “We
had no real conception of how cars
are made. It’s all the more impressive
when you see how the individual
work stages t together so smoothly.”
Her boyfriend Andreas Frode reaches
a similar conclusion: “Your feelings
toward the car are quite dierent
when you see for yourself how much
close attention and technical eort
goes into every detail. But there’s no
sense of stress – you could even say it’s
relaxed!” That’s no surprise you could
say: Almost the rst thing we saw was
the sheet steel coils being unrolled to
allow them to “relax.” «
The day’s nal
stations: interactive
entertainment
for the smallest
visitors (above),
nal inspection
for the completed
cars (below).
p h o t o | s t e f a n -w a r t e r .c o m
p h o t o s | s t e f a n -w a r t e r .c o m ( 3 ) ; j i m r a k e t e
My Passion
8592 86
91
fascinating. I always associated a car
plant with pools of oil, dirt and lots of
noise – but here it couldn’t be more
dierent.”
The pleasant surprise that many
visitors experience in the press shop
usually continues when they reach
the body shop. Sabine Mayer can
scarcely refrain from laughing when
she sees how completely her guests
are taken by surprise. “This is where
many of them realize for the rst time
what “high-tech” really means in car
manufacturing.” More than 1,600
welding and bonding robots are in
action here, assembling up to 320
components that go into a car’s body.
The key stage in the process, where
the substructure and internal side
panels are combined with the outer
skin of the body, is known as “framing.”
“This calls for accuracy down to a few
hundredths of a millimeter,” Sabine
Mayer explains, “especially when
the side panel frame is joined to the
roof. But thanks to our Plasmatron
brazing process, we can produce
“zero-joint gaps,” and don’t need the
molding along the roof seam that
many carmakers still have to use.”
Such accurate methods have to be
accompanied by very strict quality
control. In the ultrasonic test zone,
production mechanic Sabine Wittmann
performs random tests on bodies-
in-white taken from various models’
production lines. “I scan the spot welds
with the head of the ultrasonic tester, to
make sure that they are strong enough,”
she explains. Every single day, the
quality and strength of approximately
5,000 weld spots is checked for all A4,
A5 and Q5 models.
After the doors, engine hoods and
trunk lids have been added to the body
with millimeter precision, a surface
nish is applied. Only bodies with aw-
less nishes are transported to their
next destination, the paint shop. Here,
they are plunged into an immersion
bath of basecoat, 40 meters long. Group
leader Arnold Edler explains how this
machine works: “The contents of the
immersion bath are electrically charged
at 380volts. This attracts the paint
onto the body – even into very small
cavities that would otherwise be di-
cult to reach.” After this “dip coating,”
the ller, topcoat and a clear lacquer
are added one after the other, using
high-speed rotary heads that atomize
the paint into a ne spray. Electricity
is at work here too, as application
mechanic Mario Sikorski explains: “We
use a 70,000 volt electrostatic process.
The paint is attracted so strongly onto
the body surfaces that eectively no
spray losses can occur.” Since each body
is accompanied by a data carrier with
details of the paint nish the customer
has ordered, the automatic machines
can identify the required color and
switch over to it within only ten seconds.
After spraying, the bodies are dried in a
kind of oven for 30 minutes before being
transferred to a storage and sorting
unit that holds 800 bodies.
By now, factory tour guide Sabine
Mayer and her group have reached
the “supermarket.” Here, dozens of
employees load material bins with the
parts needed on the nal assembly
lines. This work calls for a high level of
concentration. “Every center console in
a car needs 120 components, and these
can be combined in up to 480 dierent
ways,” says Melanie Sandbichler, who
loads the part bins for this particular
assembly. Melanie and her colleagues
are aided by a color visualization
Impressions from the production shop: Sabine Wittmann checks the strength of
the body-in-white spot welds with an ultrasonic device (top left). Factory tour guide
Sabine Mayer explains how a car’s body is built (top right). Simone Rehm uses the
ergonomic assembly seat when installing the roof module (below, center).
My Passion
High pressure
painting: The
spray heads that
apply the paint
to the body rotate
at up to 45,000
revolutions per
minute.
system that helps to identify the parts
selections that belong together. Each
selection is then conveyed to the
correct
nal assembly work station
according to a carefully planned
transport schedule.
Now comes the nal assembly stage
where everything the car needs is
attached or installed. The assembly
lines are governed by the “pull” principle:
The sequence of bodies is determined
by the sequence in which customers’
orders are received by the plant. The
employees at all work stations operate
according to an 88-second cycle, which
means that parts and systems have
to arrive at their installation points in
a well-planned sequence. Two to three
hours before their installation, the data
carrier on the body initiates the spe -
ci c customer order, but the logistics
em ployees only deliver the components
needed to complete the car to the
assembly line a few minutes before
they have to be installed.
The respective employees rst remove
the doors, for easier access to the
inte rior. Assembly work is planned
systematically according to ergonomic
principles: The bins holding the ma-
te rials are located at a comfortable
working height; our employees use
hydraulic lifting aids to install heavy
assemblies, while wooden oors
absorb movement and help prevent
back injuries. When she installs the
roof module, Simone Rehm moves
inside the car on an ergonomic assembly
seat (the “EMS”). This young member
Virtual factory tour:
Employees explain how
an Audi takes shape.
of the assembly team declares: “The
EMS makes the job so much easier.
I don’t have to climb in and out of the
car all the time, and I can avoid strain
on my knees and back.”
While her colleagues continue to
add the interior features of the car
at their respective work stations,
the engine, axles, shock absorbers
and transmission are put together
simultaneously to form the chassis.
Then the big moment arrives: the
“marriage,” when the body and chassis
are joined. Here, the employees have
to make more than 50 threaded con-
nections. Then the 88-second cycle
takes over once more: Battery, front-
end module, wheels and interior trim
are added, after which the doors are
reintroduced to the assembly line and
attached to the body again. A robot
adds fuel to the tank once the car has
been lowered onto its wheels for the
rst time. But is it nished? Not yet
by any means. Not until the quality
assurance employees have subjected
it to the ultimate tough test that no
Audi can avoid: the nal inspection.
A vibration test on the roller rig is
followed by electronic checks, a leak
test and the nal quality assurance
inspection in the light tunnel.
Sabine Mayer and her guests are
now back at reception and everyone
is visibly thrilled, the many new
experiences having left a lasting
impression. Judith Jankowiak: “We
had no real conception of how cars
are made. It’s all the more impressive
when you see how the individual
work stages t together so smoothly.”
Her boyfriend Andreas Frode reaches
a similar conclusion: “Your feelings
toward the car are quite dierent
when you see for yourself how much
close attention and technical eort
goes into every detail. But there’s no
sense of stress – you could even say it’s
relaxed!” That’s no surprise you could
say: Almost the rst thing we saw was
the sheet steel coils being unrolled to
allow them to “relax.” «
The day’s nal
stations: interactive
entertainment
for the smallest
visitors (above),
nal inspection
for the completed
cars (below).
p h o t o | s t e f a n -w a r t e r .c o m
p h o t o s | s t e f a n -w a r t e r .c o m ( 3 ) ; j i m r a k e t e
My Passion
85
92
86
91