Toyota 2007 Annual Report Download - page 29
Download and view the complete annual report
Please find page 29 of the 2007 Toyota annual report below. You can navigate through the pages in the report by either clicking on the pages listed below, or by using the keyword search tool below to find specific information within the annual report.-
 1
1 -
2
-
3
-
4
-
5
-
6
-
7
-
8
-
9
-
10
-
11
-
12
-
13
-
14
-
15
-
16
-
17
-
18
-
 19
19 -
 20
20 -
 21
21 -
 22
22 -
 23
23 -
 24
24 -
 25
25 -
 26
26 -
 27
27 -
 28
28 -
 29
29 -
 30
30 -
 31
31 -
 32
32 -
 33
33 -
 34
34 -
 35
35 -
 36
36 -
 37
37 -
 38
38 -
 39
39 -
40
-
41
-
42
-
43
-
44
-
45
-
46
-
47
-
48
-
49
-
50
-
51
-
52
-
53
-
54
-
55
-
56
-
57
-
58
-
59
-
60
-
61
-
62
-
63
-
64
-
65
-
66
-
67
-
68
-
69
-
70
-
71
-
72
-
73
-
74
-
75
-
76
-
77
-
78
-
79
-
80
-
81
-
82
-
83
-
84
-
85
-
86
-
87
-
88
-
89
-
90
-
91
-
92
-
93
-
94
-
95
-
96
-
97
-
98
-
99
-
100
-
101
-
102
-
103
-
104
-
105
-
106
-
107
-
108
-
109
-
110
-
111
-
112
-
113
-
114
-
115
-
116
-
117
-
118
-
119
-
120
-
121
-
122
-
123
-
124
-
125
-
126
-
127
-
128
-
129
-
130
-
131
-
132
-
133
-
134
-
135
-
136
-
137
-
138
-
139
-
140
 |
 |
ANNUAL REPORT 2007 27
Part III: Innovation Up Close
line with a monthly output of 20,000
vehicles needed 50 jigs and jig con-
veyors. GBL, on the other hand, inno-
vatively positions jigs on the inside of
the car body and only requires one
jig, drastically reducing capital invest-
ment. Another major advantage of
GBL is that we can introduce it at
plants with small production volumes.
GBL enables easy access for welding
from the outside by placing the jig
inside the car body. This radically
improves the workability of the manu-
al welding process and parts setting
that are used by some smaller plants.
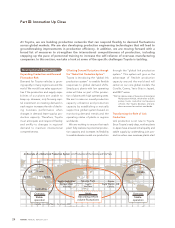
Length of Production Lines
Halved by the Set Parts System:
Innovation in production engineering
technologies is also transforming
assembly processes for attaching inte-
rior and exterior parts and power train
components, such as engines, to
painted car bodies. One example of
production innovation on assembly
lines in recent years is the Set Parts
System (SPS).
On assembly lines, operators set
thousands of parts to each car body
on a conveyor. It is important to create
conditions that are easy to work in, as
manual operation plays such a central
role in those processes. SPS is innova-
tive because it does away with the
assembly lines’ parts racks and greatly
improves operators’ work environ-
ment and efficiency. Traditionally, the
interior and exterior parts assembled
to car bodies were kept on racks
alongside the production lines. This
meant that operators had to go over
to the racks and select a part each
time they needed one. Under SPS, we
moved the assembly parts to a sepa-
rate area, put all of the parts needed
for each vehicle in work boxes in
advance, and placed the boxes with
the vehicles on the assembly line.
As a result, operators no longer have
to go all the way over to parts racks to
choose and collect parts. Instead,
they can concentrate on assembly.
Furthermore, by getting rid of parts
racks, SPS has shortened production
lines by more than half while substan-
tially improving operational efficiency
and production lead times. We are
constantly evolving such production
systems and introducing them at
plants worldwide.
Simplified and Slim Production
Equipment:
One of Toyota’s basic approaches to
manufacturing is to look for straight-
forward manufacturing methods that
use simplified and slim production
equipment. Such methods benefit
many different aspects of our opera-
tions, including production efficiency,
space efficiency, initial investment,
quality, ease of maintenance, new plant
start-ups, human resources develop-
ment, and workplace environments.
If production equipment becomes
smaller, it needs less space and the
transportation distance between
equipment is shortened. This reduces
the overall length of production lines
and production lead times. Addi-
tionally, slim production equipment
enables the use of smaller plants, which
dramatically improves production and
investment efficiency. Moreover, sim-
plified equipment means less complex
manufacturing, making learning new
skills and maintenance easier, thereby
improving quality. This strategy is not
difficult to explain, but putting it into
practice requires considerable tech-
nological innovation. And in such
efforts to simplify, we have set the bar
high for ourselves.
Original Ideas:
We think out of the box to develop
easy-to-use and slim production equip-
ment. One example is the injection
molding machines that make bumpers
and other plastic parts. Based on previ-
ous thinking and production methods,
molding dies had to be very large
because several thousands of tons of
pressure were applied when plastic
was injected into molding dies.
Maintenance was also challenging;
operators had to wear safety ropes and
climb the machines to maintain them.
Approaching the problem from a
different angle, we saw that by greatly
reducing the pressure used to inject
the plastic we would be able to down-
size the molding dies. Of course, to
realize that idea we had to overcome
a large number of technical hurdles.
As a result of those efforts, today we
have reduced the volume of bumper
plastic injection molding machines by
half, the volume of stamping dies by
two-thirds, and die clamping force by
three-fourths.
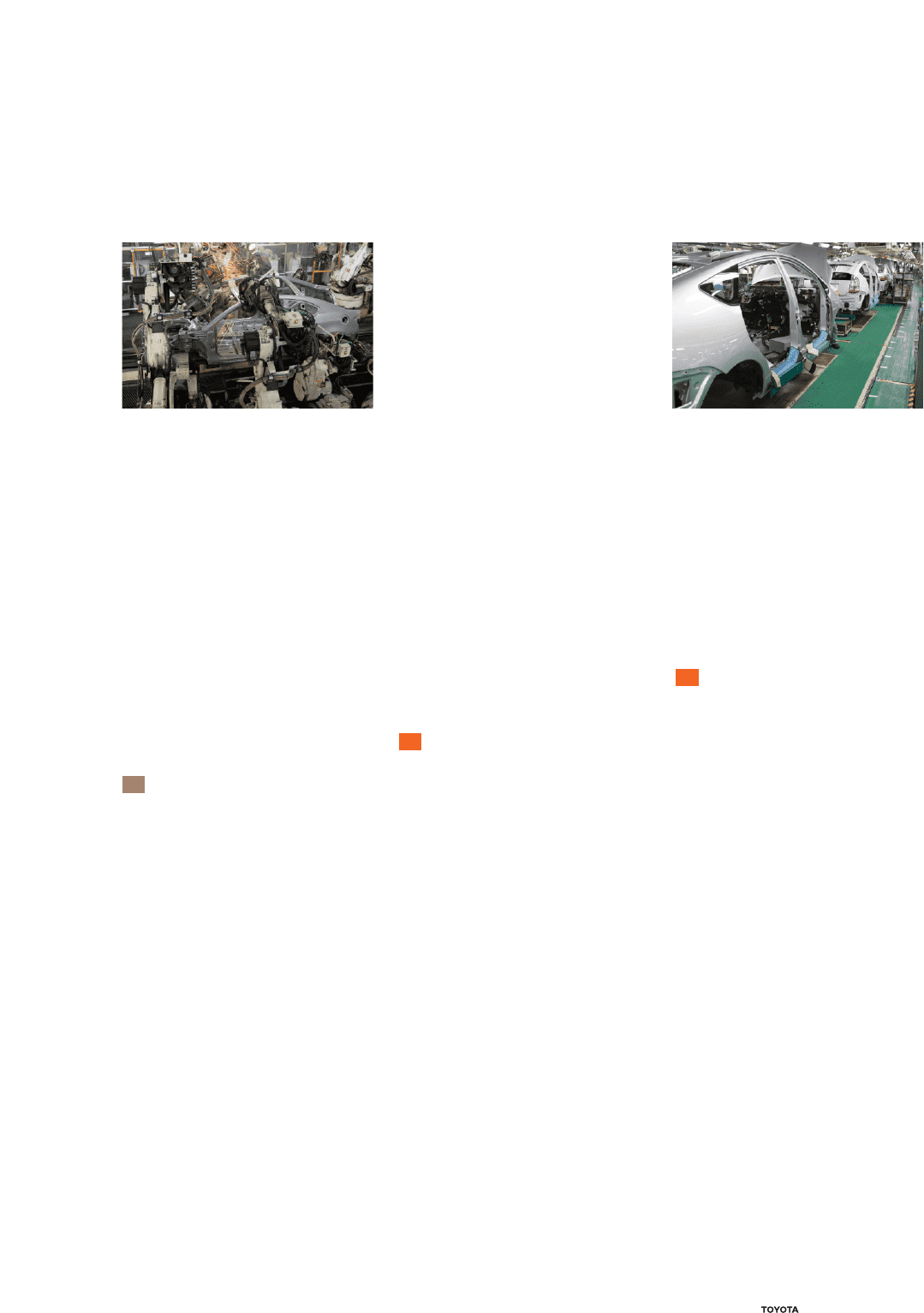
Production line without parts racks
thanks to SPS
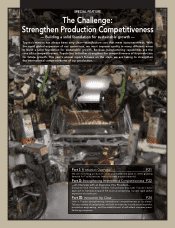
GBL, the innovative body-welding line