Audi 2006 Annual Report Download - page 25
Download and view the complete annual report
Please find page 25 of the 2006 Audi annual report below. You can navigate through the pages in the report by either clicking on the pages listed below, or by using the keyword search tool below to find specific information within the annual report.-
 1
1 -
2
-
3
-
4
-
5
-
6
-
7
-
8
-
9
-
10
-
11
-
12
-
13
-
14
-
 15
15 -
 16
16 -
 17
17 -
 18
18 -
 19
19 -
 20
20 -
 21
21 -
 22
22 -
 23
23 -
 24
24 -
 25
25 -
 26
26 -
 27
27 -
 28
28 -
 29
29 -
 30
30 -
 31
31 -
 32
32 -
 33
33 -
 34
34 -
 35
35 -
36
-
37
-
38
-
39
-
40
-
41
-
42
-
43
-
44
-
45
-
46
-
47
-
48
-
49
-
50
-
51
-
52
-
53
-
54
-
55
-
56
-
57
-
58
-
59
-
60
-
61
-
62
-
63
-
64
-
65
-
66
-
67
-
68
-
69
-
70
-
71
-
72
-
73
-
74
-
75
-
76
-
77
-
78
-
79
-
80
-
81
-
82
-
83
-
84
-
85
-
86
-
87
-
88
-
89
-
90
-
91
-
92
-
93
-
94
-
95
-
96
-
97
-
98
-
99
-
100
-
101
-
102
-
103
-
104
-
105
-
106
-
107
-
108
-
109
-
110
-
111
-
112
-
113
-
114
-
115
-
116
-
117
-
118
-
119
-
120
-
121
-
122
-
123
-
124
-
125
-
126
-
127
-
128
-
129
-
130
-
131
-
132
-
133
-
134
-
135
-
136
-
137
-
138
-
139
-
140
-
141
-
142
-
143
-
144
-
145
-
146
-
147
-
148
-
149
-
150
-
151
-
152
-
153
-
154
-
155
-
156
-
157
-
158
-
159
-
160
-
161
-
162
-
163
-
164
-
165
-
166
-
167
-
168
-
169
-
170
-
171
-
172
-
173
-
174
-
175
-
176
-
177
-
178
-
179
-
180
-
181
-
182
-
183
-
184
-
185
-
186
-
187
-
188
-
189
-
190
-
191
-
192
-
193
-
194
-
195
-
196
-
197
-
198
-
199
-
200
-
201
-
202
-
203
-
204
-
205
-
206
-
207
-
208
-
209
-
210
-
211
-
212
 |
 |

Joins made from wax
Joining together body components on the TT
by means of rivets, bolts, bonding and weld-
ing is a science in its own right. Because steel
and aluminium have different coefficients of
expansion as they become warmer. And solid
lubricant is needed in aluminium forming, an
ultra-thin wax coating applied at the rate of
only one gram per square metre of material.
This wax coating allows “frictionless” forming
of the aluminium. The chemical properties
of the adhesive applied to the surface mean
that it incorporates the wax coating into its
structure, thus producing a secure bond.
Michael Kirchberger, born 1957,
is a freelance car journalist who
writes regularly on technology and
automotive developments for such
publications as the Frankfurter Allgemeine
Zeitung, AUTO ZEITUNG, other trade journals
and daily newspapers.
23AUDI 2006 ANNUAL REPORT
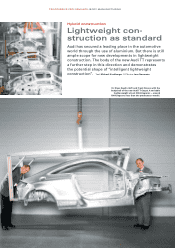
When the first generation of
the Audi A8 made its debut
in 1994, its lightweight de-
sign concept based on an aluminium
frame structure that was referred to as
the Audi Space Frame (ASF) and clad
with aluminium panels caused a real
stir. At the “EuroCarBody” congress, the
knowledge exchange forum for body
developers, planners and manufactur-
ers, this ground-breaking technology
scooped first prize. There then followed
the Audi A2, which proved that alumin-
ium can also lend itself to use in volume
production. The brand with the four
rings repeated this success with the
current Audi A8, once more capturing
the EuroCarBody Award. Aluminium
panels have now been integrated for the
first time into a steel body on the cur-
rent Audi A6. Finally, in 2006 the new
Audi TT made its debut initially as the
Coupé, then as the Roadster. It should
come as no surprise to learn that Audi
received the 2006 award for the pioneer-
ing construction of the TT’s body.
“A hybrid construction approach
proved to be ideal for this vehicle con-
cept,” explains Dr. Klaus Koglin, Head of
Technology Development at Audi. The
combination of the materials alumin-
ium and steel has meant that the TT
weighs more precisely at the points
where this is necessary. Above all the
use of steel at the car’s rear has pro-
duced an improved axle load distribu-
tion – with the welcome effect that the
sporty 2+2-seater exhibits a finely bal-
anced weight distribution between the
front and rear axles, unquestionably
enhancing its agility. “The bodyshell of
the new TT Coupé weighs 206 kilo-
grams; that’s about 100 kilograms less
than its predecessor, despite the body’s
larger dimensions,” calculates Koglin
out loud.
This result provides an ideal basis for
the developers. A low centre of gravity
and an improved axle load distribution,
in conjunction with high rigidity, make
for sporty handling. The body’s rigidity
is 49 percent higher than that of the
first-generation TT. Even the Roadster’s
torsional rigidity has improved substan-
tially, despite there being no reinforcing
effect of a sheet metal roof. Its rigidity
has actually increased by over 100 per-
cent compared with the previous ver-
sion. It is furthermore possible to build
both model versions on the same pro-
duction line. This introduces a high de-
gree of variability into the production
process, thus cutting costs.
Special production technique
The production of the TT is in any case
both a fascinatingly complex and sur-
prisingly illuminating example of how
deeply intertwined production technol-
ogy and know-how have become over
the years since Audi embarked on alu-
minium construction. Frank Dreves,
AUDI AG Board Member for Production
since February 1, 2007, describes the
process as modular production islands
that come together on the line, rather
than as a conventional form of conveyor-
line assembly. “Only this method enables
a smooth combination of modern alu-
minium with traditional body-grade
steel,” explains Dreves.
These two materials are fundamen-
tally incompatible. Iron and aluminium
are elements with different values in the
electrochemical series. As soon as an
electrolyte such as rainwater comes in-
to contact with both of them, corrosion
occurs. ”The aluminium corrodes in the
process,” continues Koglin. They con-
sequently need to be isolated. Audi
achieves this by using adhesives that on
the one hand act as insulators and on
the other hand increase the rigidity of
the join. Fine-seam trims made from
PVC reliably seal off cut edges.
The TT’s production techniques have
largely been adopted from the A2. The
production facilities were moved from
Neckarsulm to Ingolstadt for this pur-
pose, securing what Dreves terms “a
significant reduction in the costs of TT
production”. But the finer points of alu-
minium expertise go much further than
this. In arc welding, for instance, it is
important to perform welding in the so-
called flat position if a high-quality weld
seam is to be achieved. That is why Audi
uses robots operating as an ensemble
in the 98 percent automated production
process. While one of the two robots is
performing the welding work, the other
brings the weld point into the ideal flat
position.
A glance at the finished body bears
testimony to the quality standards
which Dreves sets. The lines along the
sheet metal surface of the TT, an unerr-
ing measure of an outstanding body fit,
resemble the work of a car-obsessed
artist-cum-aesthete.
According to Koglin and Dreves, Audi
will be steadily developing applications
of aluminium over the next few years
because this material will continue to
play an instrumental role in determin-
ing innovative body concepts.